Úvod o zákazníkovi
Tento případ sdílí kompletní projektem úpravy spalových plynů z výroby svařování velké mezinárodní těžké průmyslové firmy. Zákazník hlavně vytučuje věžové jeřáby a kozlové jeřáby . Zákazník je podnik se značnou komplexní silou a vlivem v oboru strojírenství. Je také velkou mezinárodní společností a jednou z největších skupin jeřábů na světě.
Pozadí projektu
Naše společnost provádí kompletní úpravu spalových plynů ze svařovacích linií ramen této firmy. Tyto linie jsou veškeré velké komponenty z uhlíkové oceli. Během svařování vzniká velké množství spalových plynů a pozice svařování není pevná.
Metoda svařování: MAG plynová ochrana při svařování, argonové svařování atd. Svařované díly jsou umístěny na zemi pro svařování.
Typ znečištění: kovy svařovací spalové plyny.
Charakteristiky operace: velký svářecký díl a nepřipevněný bod sváření.
Řešení
Na základě zkušeností z aplikací a technického vývoje sbíraného v různých odvětvích po léta tým Renhe vypracoval pro podnik s cizím kapitálem v těžkém průmyslu řešení na čištění svářecích kouřů podle skutečného místa sváření na provozu a po dostatečné komunikaci s klientem:
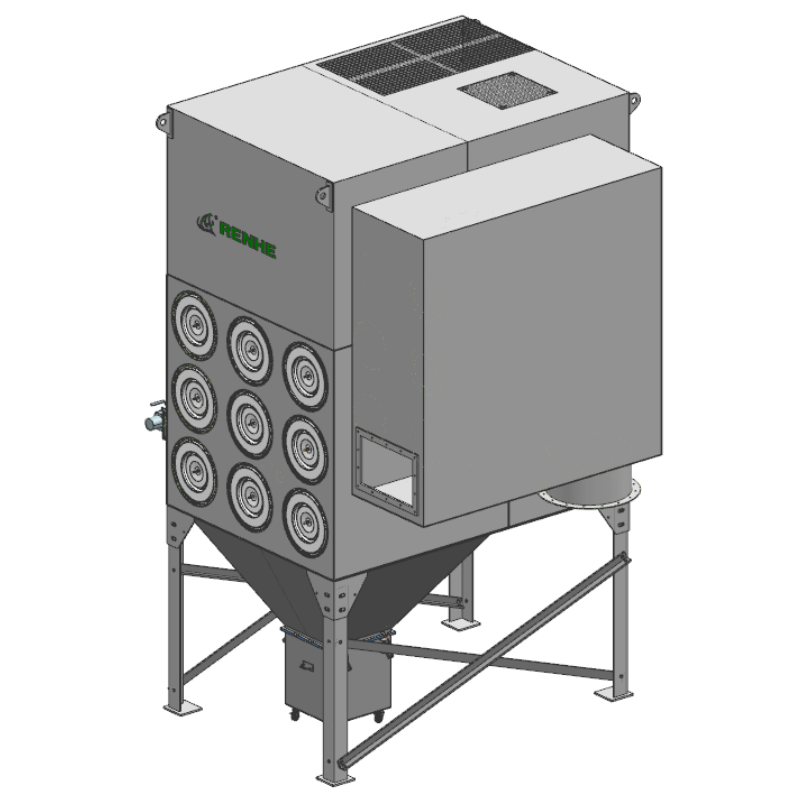
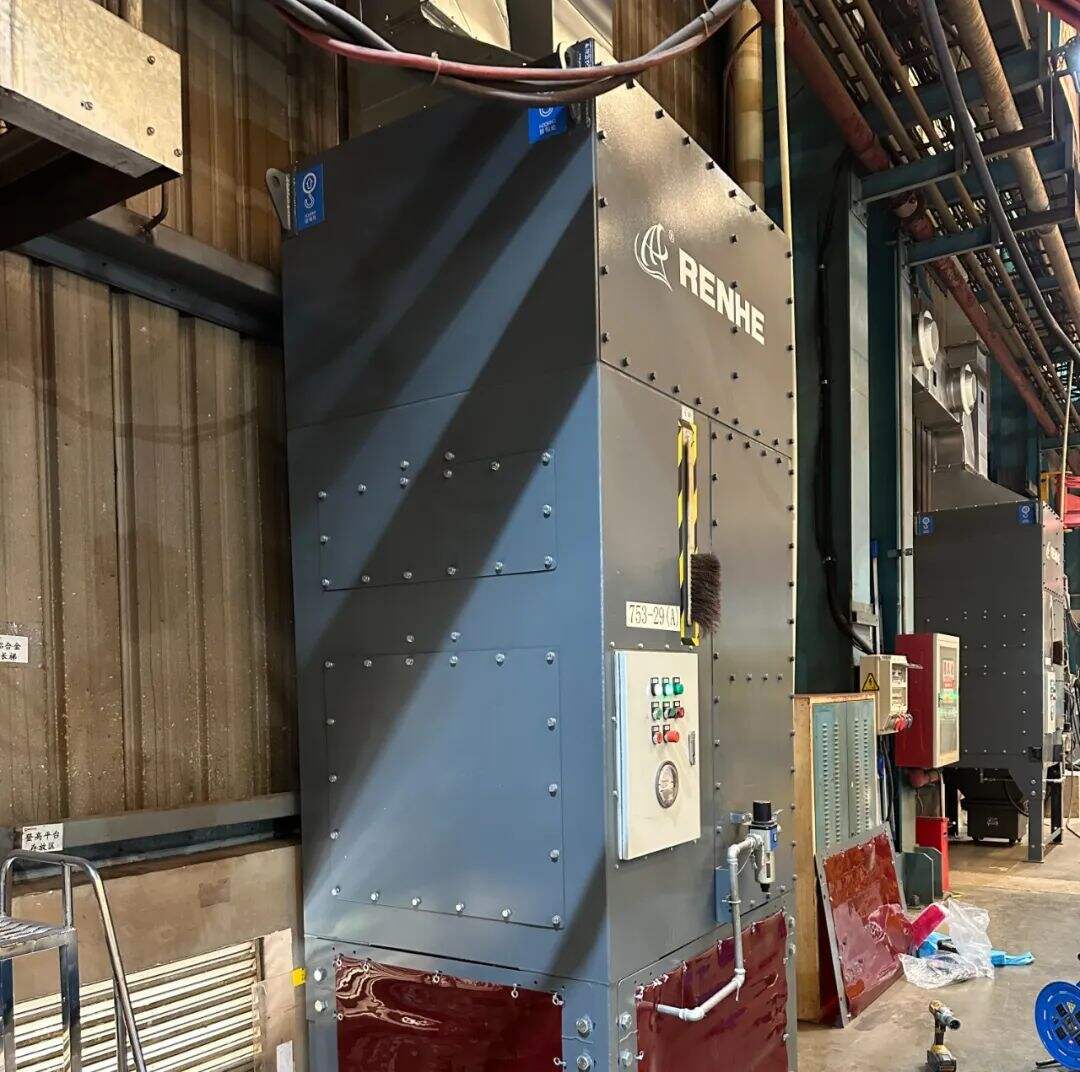
1. Mezi sloupy svářecké dílny je umístěno rozložené zařízení pro sběr svářecích kouřů se soufflem. Výška foukacího otvoru je 4 metry a výška vysavačního otvoru je 9 metrů.
2. Jsou nastaveny dva jednotky ve směru proti sobě, které tvoří proud vzduchu se soufflem a vysavačí funkcí, a svářecí kouř je očištěn místním cyklickým postupem. Funkční pokrytí každé sady zařízení není menší než 24m*6m.
3. Je rozmístěno 70 sběračů svářecích kouřů, přičemž každé zařízení zpracovává objem vzduchu 5000m³/h, celkově tedy 350000m³/h;
Skupina zařízení na sběr svarových dýmů může být na místě podle skutečných pracovních podmínek otevřena odděleně, čímž se šetří energie a zároveň se zajistí účinnost léčby.
Účinnost ošetřování
Po komplexním zpracování dýmu v svarovém dílně na místě bylo zjištěno, že koncentrace elektrosvarového dýmu v dílně byla <2mg/m³, což splňuje norem GBZ2.1 2019 „Limita povoleného vystavení škodlivým faktorům v pracovišti - Chemické škodlivé faktory“ (<4mg/m³).



Renhe focuses on air filter cartridge, gas turbine air filter, Pleated Filter Media, industrial dust, Our main products have been recognized as high-tech products in Jiangsu Province, famous trademarks in Wuxi City, and CE certification.
Č. 31 Xingyuan Road, průmyslová zóna Jiefang, městys Gushan, město Jiangyin, provincie Jiangsu, Čína (214414)
Copyright © 2024 Jiangsu Renhe Environmental Equipments Co., Ltd Zásady ochrany osobních údajů